Equipment shopping is the wrong place to start a cold storage project. Buy a compressor before you understand the load and you risk an expensive mismatch in either direction: oversized equipment that short-cycles and wastes energy, or undersized equipment that cannot hold temperature when the facility is full. This guide walks through capacity planning the way a buyer should approach it, then connects the resulting requirements to equipment selection and to the economics of sourcing surplus.
QUICK ANSWER
Sizing cold storage refrigeration starts with the heat load: product type and pull-down rate, room temperature, insulation, air infiltration, and internal loads from people, lighting, and equipment. Those loads are summed and converted into tons of refrigeration (TR). Frozen rooms generally carry a heavier base demand than chilled space. From the TR target, buyers select compressors, condensers, evaporators, and vessels, where well-chosen surplus equipment can cut project cost substantially against rising demand for cold storage capacity.
Why Capacity Planning Comes First
A refrigeration system is sized to remove heat at the rate it enters the space, with margin for pull-down and peak conditions. Get the load wrong and everything downstream is wrong. The goal of capacity planning is a defensible tons-of-refrigeration target that drives compressor, condenser, and evaporator selection. With that number in hand, sourcing becomes a matter of matching equipment to a requirement rather than guessing.
The Components of the Heat Load
Total cooling load is the sum of several contributions:
- Product load and pull-down: The heat removed to bring incoming product to storage temperature, and to freeze it where applicable. This depends on product type, mass, incoming temperature, and how fast it must be pulled down.
- Transmission load: Heat conducted through walls, ceiling, and floor, governed by insulation quality (R-value) and the temperature difference between the room and its surroundings.
- Infiltration load: Heat from air exchange through doors and openings, which rises with door traffic and the temperature difference.
- Internal loads: Heat from evaporator fan motors, lighting, forklifts, people, and any process equipment in the space.
Each contribution is estimated, summed, and given an appropriate safety margin. The result is the design heat load.
Temperature Regimes: Chilled vs. Frozen
The temperature regime drives both the load and the equipment. Chilled storage (above freezing) and frozen storage (well below freezing) impose very different demands. Frozen storage carries a larger base load because of the wider temperature difference with ambient and the energy required to freeze product, and frozen facilities account for roughly half of cold storage demand. Deep-freeze applications push the requirement further still. The regime also dictates refrigerant choice, evaporator design, and whether single- or two-stage compression makes sense.
Converting Load to Tons of Refrigeration
Once the design heat load is established in heat-per-unit-time terms, it is converted into tons of refrigeration, the standard capacity unit (one ton of refrigeration equals 12,000 BTU per hour of heat removal). The TR figure, evaluated at the design suction and condensing conditions for the chosen refrigerant, becomes the basis for compressor selection. This is a conceptual overview rather than an engineering manual; a qualified refrigeration engineer should perform the detailed load calculation for any real project. The point for a buyer is to understand what the TR number represents and how it ties equipment to the load.
Matching Equipment to the TR Target
With a TR target and design conditions, equipment selection follows:
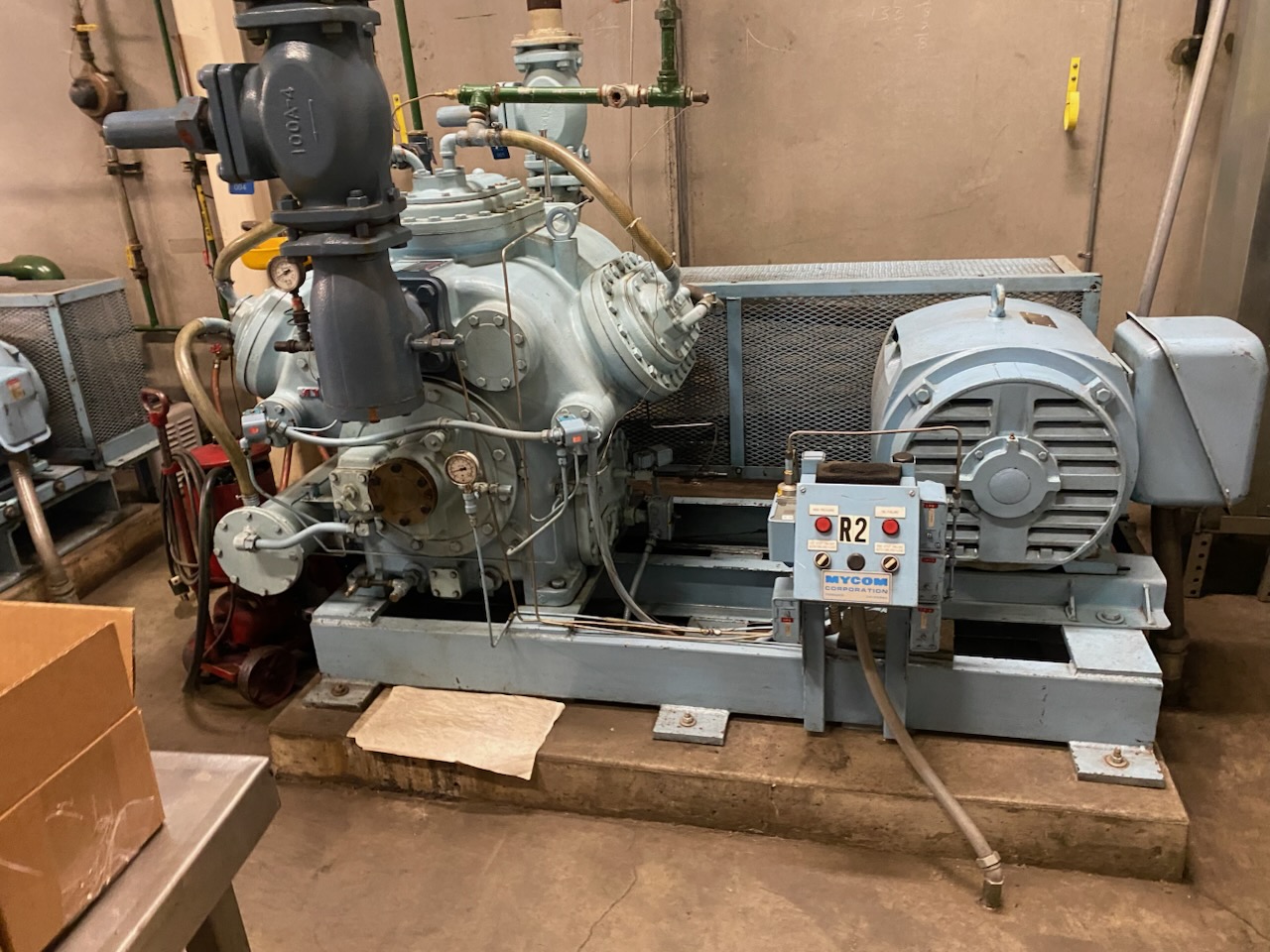
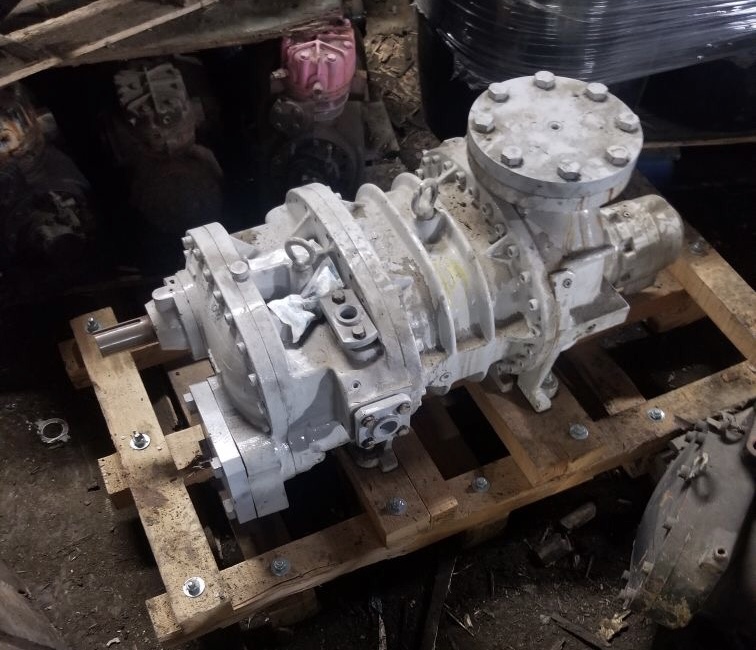
- Compressors: Sized to deliver the required capacity at the design suction and condensing temperatures, with staging chosen for the temperature regime. Reciprocating and screw compressors suit different capacity ranges and turndown needs.
- Condensers: Evaporative or air-cooled, sized for heat rejection at the design ambient, balancing first cost, water use, and efficiency.
- Evaporators and coils: Selected for the room load and the desired temperature difference (TD) between coil and air, which affects humidity and product condition.
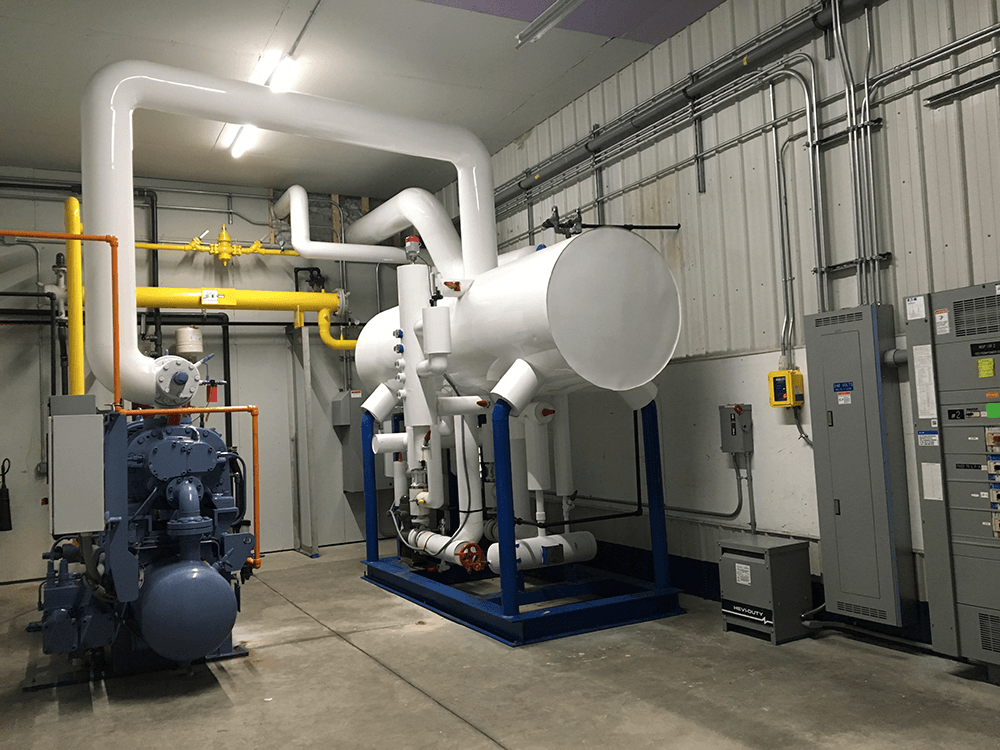
- Vessels: Recirculators, receivers, and intercoolers sized to the system architecture and refrigerant charge strategy.
The Market Context for Buyers
Demand for cold storage capacity is growing. The Global Cold Chain Alliance’s 2026 Top 25 reported about 7.76 billion cubic feet of temperature-controlled space, up roughly 6.3 percent year over year, with Latin America leading regional growth at about 8.6 percent. Several Latin American countries face an acknowledged cold storage infrastructure deficit, which translates into real demand for capacity additions across REP’s primary markets in North America, Latin America, and the Caribbean. Capacity expansion at that pace, against higher financing costs, is exactly the environment where well-sourced surplus equipment earns its place.
Why Surplus Fits Capacity Expansion Economics
Industrial refrigeration equipment is engineered for long service lives, so a properly inspected used compressor, condenser, or vessel can deliver most of a new unit’s service at a fraction of the cost and lead time. For an operator adding capacity in a tight financing environment, that combination of lower capital cost and faster availability can be decisive. The key is building a coherent system: matching compressor staging, refrigerant, controls, and vessel sizing so the assembled equipment performs as an integrated plant rather than a collection of parts. Refrigeration Equipment Pros stocks compressors, condensers and towers, evaporators, and vessels across the capacity ranges cold storage projects require, and works with buyers to match equipment to a defensible TR target. If you are planning a capacity addition, our team can help you source components that fit both the load and the budget.
Frequently Asked Questions
Planning a cold storage capacity addition? Browse compressors, condensers, evaporators, and vessels at refrigerationequipment.net, list equipment through our Sell To Us page, or call 201-805-1441 to match equipment to your load.
Refrigeration Equipment Professionals (REP) is a trusted supplier of industrial refrigeration systems and surplus/used equipment, offering compressors, chillers, condensers, evaporators, ice machines, freezers, coolers, pumps, motors, complete plants, and services like purchasing, refurbishing, shipping, export crating, and storage/consignment support. With 25+ years of experience and clients across North America, Latin America, the Middle East, and Asia, we deliver reliable, cost-effective refrigeration solutions worldwide.