The cold storage sector spent the last decade in expansion mode. That expansion has not stopped, but in 2026 it changed character. Capital is more expensive, operators are more disciplined about where they build, and the market is consolidating around a handful of very large players. For anyone responsible for procuring refrigeration capacity, that shift has a direct and practical consequence: the case for buying surplus and used equipment is stronger now than it has been in years. This article walks through what the current numbers actually show, why a cautious capital environment favors the secondary market, and how consolidation itself becomes a supply source for buyers who know where to look.
QUICK ANSWER
Cold storage capacity growth slowed in 2026 as higher interest rates made operators more selective about new construction. The GCCA Global Top 25 now run 7.76 billion cubic feet of temperature-controlled space, up 6.3 percent over 2025, a deceleration from 8.3 percent the year before, and the two largest operators alone hold roughly 58 percent of that capacity. In a capital-cautious, consolidating market, surplus and used refrigeration equipment gives buyers a way to add or replace capacity without new-build lead times or new-build pricing. Consolidation also feeds the secondary market, because acquired and rationalized sites release compressors, condensers, evaporators, and vessels that are still well within their service life.
What the 2026 capacity numbers actually show
The Global Cold Chain Alliance publishes the industry’s most-watched capacity benchmark, and the 2026 edition tells a clear story. The Global Top 25 temperature-controlled warehousing and logistics companies now operate 7.76 billion cubic feet of space, an increase of 6.3 percent over 2025. That is real growth, but it is slower growth. The prior year posted 8.3 percent expansion, and the deceleration is attributed to higher interest rates and tightening market conditions that have made operators more selective about new development.
Two structural facts sit underneath that headline. First, the market is heavily consolidated at the top: the two largest operators together account for roughly 58 percent of the Top 25’s total capacity. Second, the bar to compete at scale keeps rising, with the minimum capacity threshold to make the Global Top 25 now around 40 million cubic feet. Over a six-year window, total Top 25 capacity has grown more than 40 percent, so the long-term demand trend remains intact even as the near-term pace cools.
Regional performance is not uniform, and that matters for sourcing strategy. Growth has been fastest in Latin America and Europe, while North America has expanded more modestly and more cautiously in a tighter capital environment. Some analysts also point to pockets of excess space in specific North American markets, which means older or less efficient facilities may be repurposed or decommissioned rather than run indefinitely. Every decommissioned facility is a potential source of used equipment.
Why a cautious capital environment favors the secondary market
When money is cheap, the math on a new build looks easy and buyers tolerate long equipment lead times. When money is expensive, both of those assumptions break down, and that is precisely the environment procurement teams are operating in today. Surplus equipment addresses the two pressures that a high-rate, disciplined-capital market creates.
Lead time
New industrial compressors, evaporative condensers, and pressure vessels can carry long factory lead times, and those timelines do not shrink just because a project’s financing got more expensive. Used equipment that is already built, inspected, and sitting in a warehouse can be delivered on a fundamentally different schedule. For an operator trying to bring capacity online before a customer contract starts, or to replace a failed unit without idling a facility, that time difference is often worth more than the equipment itself.
Capital cost
Industrial refrigeration equipment is engineered for decades of service. A well-maintained screw or reciprocating compressor, a galvanized evaporative condenser, or an ASME-coded vessel does not become obsolete the way a piece of electronics does. Buying that same capability on the secondary market removes a large slice of up-front capital, which is exactly the lever a rate-sensitive operator wants to pull. Lower capital outlay also improves the payback on a project whose financing costs have gone up, which can be the difference between a project moving forward and a project getting shelved.
None of this requires accepting compromised equipment. The point of buying surplus in a disciplined market is not to cut corners; it is to acquire proven, industrial-grade hardware at a fraction of new-build cost and lead time, then verify its condition properly before it goes into service.
Consolidation is a supply source, not just a headline
The same consolidation that dominates the capacity rankings also generates supply for the used market. When large operators acquire smaller portfolios, they rationalize the combined network. Redundant sites, older facilities, and equipment that does not fit the acquirer’s standard platform get retired. That process releases a steady stream of compressors, condensers, evaporators, recirculator packages, and vessels, much of it removed from service for portfolio reasons rather than because the equipment reached the end of its life.
For a buyer, this is an opportunity that did not exist at the same scale a few years ago. Equipment coming out of a consolidating major operator is often relatively young, was maintained under a formal program, and comes with documented operating history. The challenge is not availability; it is knowing how to evaluate what becomes available and moving quickly when the right package appears. A dealer that removes, evaluates, stores, and re-sells this equipment turns an operator’s decommissioning event into another operator’s capacity solution.
What kinds of equipment come out of a decommissioned cold store
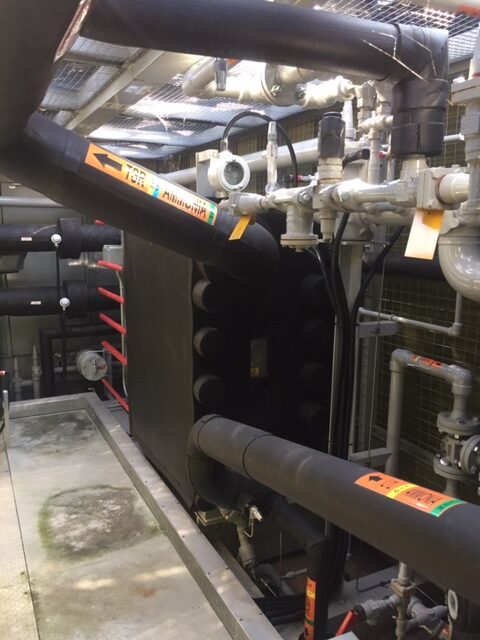
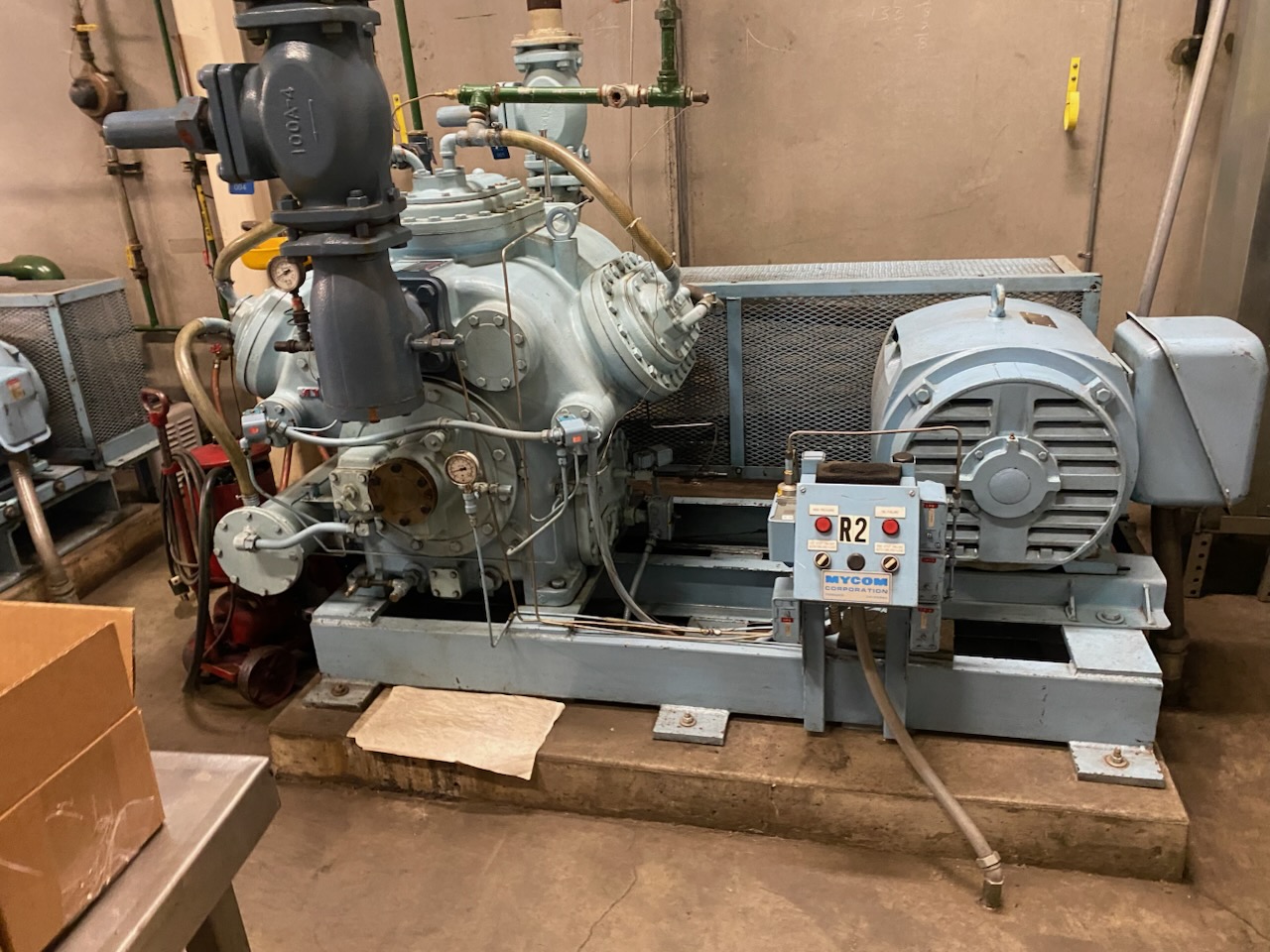
It helps to know what a rationalized or decommissioned cold storage facility actually releases, because it maps closely to what a buyer building or expanding capacity needs. The prime movers come first: screw and reciprocating compressor packages, frequently ammonia machines that were maintained under a formal program because ammonia systems demand it. Heat rejection follows, in the form of evaporative condensers that are engineered for very long service lives and are often among the most cost-effective used purchases available.
On the low side of the system, evaporators and unit coolers come out of the refrigerated rooms themselves, along with the recirculator packages, pumps, and vessels that tie a plant together. Pressure vessels such as recirculators, high-pressure receivers, and intercoolers hold value particularly well, since a properly documented ASME vessel does not degrade the way rotating equipment can. Control panels, valves, and auxiliary equipment round out what becomes available. A buyer who understands this inventory can watch for the specific pieces that complete a system rather than waiting for a turnkey plant, which is rarely how surplus becomes available.
How to source surplus equipment in this market
Buying used in a consolidating market rewards preparation. A few practical principles keep a surplus purchase on solid ground.
- Define the duty first. Know your required capacity, refrigerant, suction and discharge conditions, and physical constraints before you shop. Surplus buying is opportunistic, and a clear specification lets you move fast on a good match instead of forcing a poor one.
- Insist on nameplate and history. For any major component, get the nameplate data, and where possible the operating hours, last overhaul date, and maintenance records. For pressure vessels, confirm the ASME documentation. Equipment from a consolidating major operator is more likely to have this paperwork than a one-off removal.
- Inspect the wear items. Compressor bearings and seals, condenser coils and fans, evaporator coils, motor and starter condition, and vessel corrosion are where used equipment tells the truth about its life. A dealer with removal and evaluation experience can flag these before you commit.
- Account for logistics and crating. A surplus deal is only as good as the equipment’s arrival condition. Factor in rigging, export crating where applicable, and shipping when you compare a used package against a new one.
- Work with a dealer that handles the full chain. Sourcing, evaluation, storage, and logistics under one roof reduces the number of handoffs and the number of things that can go wrong between a decommissioned plant and your facility.
The bottom line for buyers
The underlying demand for cold storage has not gone away. What changed in 2026 is the cost of capital and the discipline operators are applying to new construction, and that combination pushes the smart procurement decision toward the secondary market. At the same time, consolidation at the top of the industry is releasing well-maintained equipment into that market at scale. For buyers who define their duty clearly, verify condition properly, and move decisively, a cautious capital environment is not a reason to wait. It is a reason to source surplus.
Frequently Asked Questions
Talk to Refrigeration Equipment Pros
Refrigeration Equipment Pros supplies surplus and used industrial refrigeration equipment to buyers across North America, Latin America, and the Caribbean. Browse current inventory at refrigerationequipment.net, and if you are decommissioning a plant or have surplus units to move, visit our Sell To Us page. To discuss a specific requirement with our team, call or text 201-805-1441.
Sources
- GCCA 2026 Top 25 rankings coverage – Food Logistics (foodlogistics.com), Apr 29, 2026; Refrigerated & Frozen Foods (refrigeratedfrozenfood.com), Apr 29, 2026; GCCA (gcca.org) 2026 Top Lists.
- GCCA Global Cold Storage Capacity Report – gcca.org.
- ‘2026 Cold Chain Outlook’ and North American cold chain market coverage – GCCA COLD FACTS (gcca.org).
- U.S. Cold Storage Real Estate Industry Analysis 2025-2030 – analytics.loan, Mar 2026 (for structural supply/demand context).
Refrigeration Equipment Professionals (REP) is a trusted supplier of industrial refrigeration systems and surplus/used equipment, offering compressors, chillers, condensers, evaporators, ice machines, freezers, coolers, pumps, motors, complete plants, and services like purchasing, refurbishing, shipping, export crating, and storage/consignment support. With 25+ years of experience and clients across North America, Latin America, the Middle East, and Asia, we deliver reliable, cost-effective refrigeration solutions worldwide.